
Zhejiang Mingli Machine Technology Co.,Ltd.
Inflatable dunnage air bags are protective packaging devices designed to secure and stabilize cargo during transportation. They are typically placed in the empty spaces between pallets or products inside containers, trucks, or railcars. Once inflated, the air bag fills the void, locking cargo in place to prevent movement or impact damage.
These air bags are made from strong, multi-layered materials such as polyethylene (PE) film, woven polypropylene (PP), or kraft paper with an inner liner. The outer layer provides strength and puncture resistance, while the inner layer maintains air tightness. Inflation is quick and easy, using standard air valves or specialized filling equipment. By applying internal air pressure evenly, they create a cushioning effect that absorbs shocks and prevents cargo from shifting, even under heavy loads or long-distance transport.


During transportation, cargo is often subjected to vibration, impact, and shifting caused by braking, acceleration, or sea turbulence. Dunnage air bags act as an invisible “shock absorber,” minimizing product damage and ensuring cargo integrity throughout the journey.
They are especially critical in container shipping and truck freight, where cargo of various shapes and sizes must coexist within limited space. Without proper stabilization, goods can collide, collapse, or even cause accidents. Air bags fill the gaps precisely and maintain consistent pressure, providing reliable protection across different packaging conditions.
The growing popularity of inflatable dunnage air bags comes from their combination of efficiency, safety, and sustainability.
These benefits make them a preferred choice in industries such as automotive, electronics, beverages, and construction materials.
Inflatable dunnage air bags can be customized for various transport modes and environments:
Additionally, air bags come in multiple pressure ratings—light-duty for smaller loads and heavy-duty for industrial cargo—allowing buyers to choose the right type for each scenario.
When choosing inflatable dunnage air bags, quality and reliability are the top priorities. Buyers should consider the following:
Choosing trusted manufacturers with advanced production technology ensures that every air bag performs reliably in demanding logistics conditions.
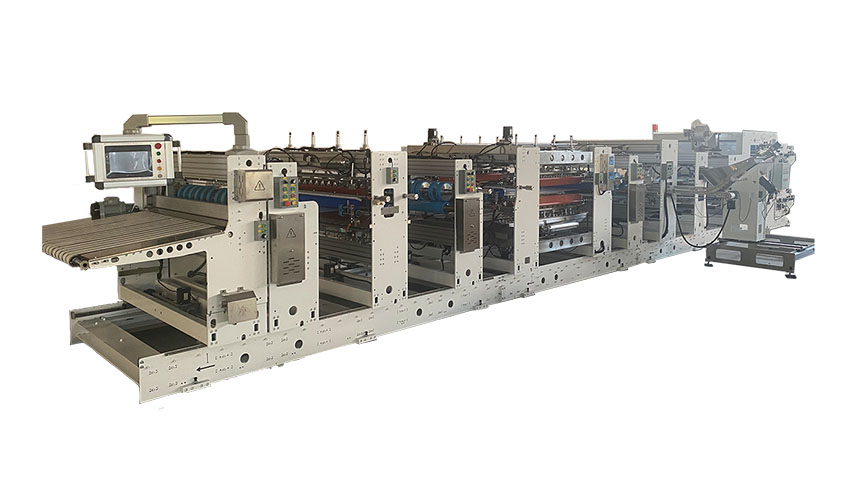
Behind every durable air bag lies advanced manufacturing technology. Modern inflatable dunnage air bag bag-making machines integrate intelligent control systems, ultrasonic sealing, and multi-layer film feeding technology to achieve precise sealing and uniform bonding strength. Automated production lines monitor temperature, sealing pressure, and cutting accuracy in real time, minimizing defects and ensuring that every bag maintains high air tightness and load-bearing capacity. Moreover, intelligent testing modules can detect leakage points before packaging, guaranteeing consistent product quality.
For manufacturers seeking to meet growing global demand, investing in intelligent inflatable dunnage air bag bag-making machines is essential. These machines not only improve productivity and reduce material waste but also help produce air bags that meet the highest safety and performance standards — ensuring cargo protection from factory to final destination.






























