
Zhejiang Mingli Machine Technology Co.,Ltd.

Double layer bags are packaging solutions made with two layers of material—often combining paper, plastic film, woven fabric, or other high-strength composites. The outer layer typically provides mechanical protection and printability, while the inner layer offers barrier properties such as moisture resistance or chemical protection. This dual-structure design ensures the bag can handle greater weight, resist tearing, and protect contents during long storage or transport.
Such bags are commonly used in industries that demand high-strength packaging, including agriculture, chemical, construction, and food sectors. Compared to single-layer bags, they deliver a more reliable balance of strength, protection, and functionality.
The primary advantage of double layer bags lies in their reinforced strength. The outer layer adds rigidity and impact resistance, while the inner layer maintains product integrity by preventing leaks or contamination. Together, they create a tough and dependable barrier suitable for heavy or abrasive materials.
Additionally, these bags provide excellent resistance to puncture, moisture, and UV light, ensuring the contents remain secure even under harsh conditions. They can also be customized with anti-slip surfaces, printing for branding, or different material combinations to meet specific industrial needs. The result is packaging that not only protects but also enhances the product’s market presentation.
Double layer bags are widely used in industrial and commercial packaging where reliability is critical. Common applications include:
In each case, the added layer significantly improves durability during handling, stacking, and shipping.
Safety is a crucial factor in heavy-duty packaging. Double layer bags minimize the risk of spillage, product loss, and contamination, especially for fine powders or hazardous materials. The internal barrier prevents leakage, while the external surface resists physical damage and environmental exposure.
Moreover, the two-layer structure provides extra cushioning that helps absorb shocks during transport. It also supports better pallet stability, reducing the chance of collapsing stacks. For exporters, these advantages translate into fewer product returns and better compliance with international shipping standards.
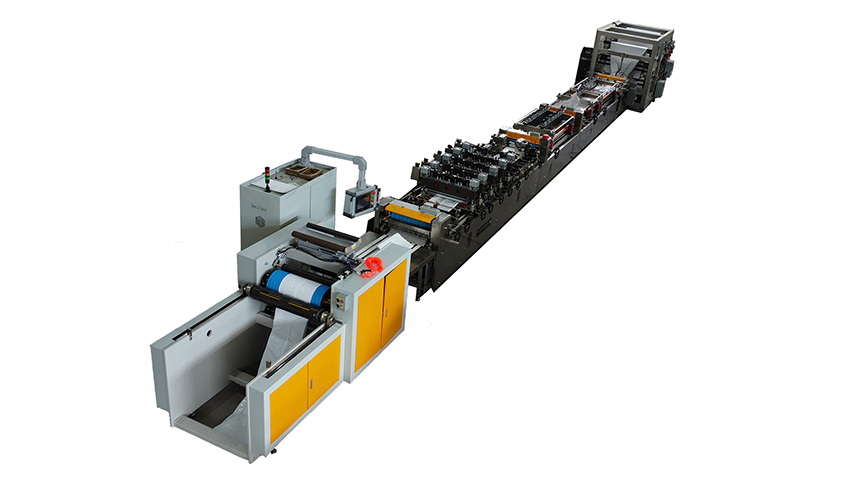
ML-600 PE25kg Double-Layer Center Seal Bag-on-Roll Making Machine
Modern bag making machines play a key role in producing high-quality double layer bags. These machines integrate advanced technologies such as multi-layer film lamination, precise sealing systems, and automated cutting units to ensure accuracy and efficiency in production. A reliable Double Layer Bag Making Machine can handle a variety of materials—from kraft paper to composite films—ensuring strong adhesion between layers and consistent dimensions. Manufacturers benefit from faster production speeds, reduced waste, and enhanced product consistency. For example, intelligent bag making machines equipped with computerized controls can adjust tension, sealing temperature, and cutting length automatically, resulting in perfect double layer bags every time. Such automation not only improves quality but also supports large-scale manufacturing for heavy-duty packaging needs.
Double layer bags stand out as a dependable solution for industries requiring superior protection, strength, and reliability. Their layered design ensures safety from production to delivery, while modern bag making machines make their mass production efficient and precise—empowering manufacturers to meet growing demands for durable, sustainable packaging.






























